Most shops want to cut 3D parts, buy many don’t. The day in and day out of hole drilling profiles and pockets is the norm. This is why many of the shops we work with use our Standard milling package. It may not be clear why a shop would choose our Pro mill package over the standard, but the two examples below will help you understand that.
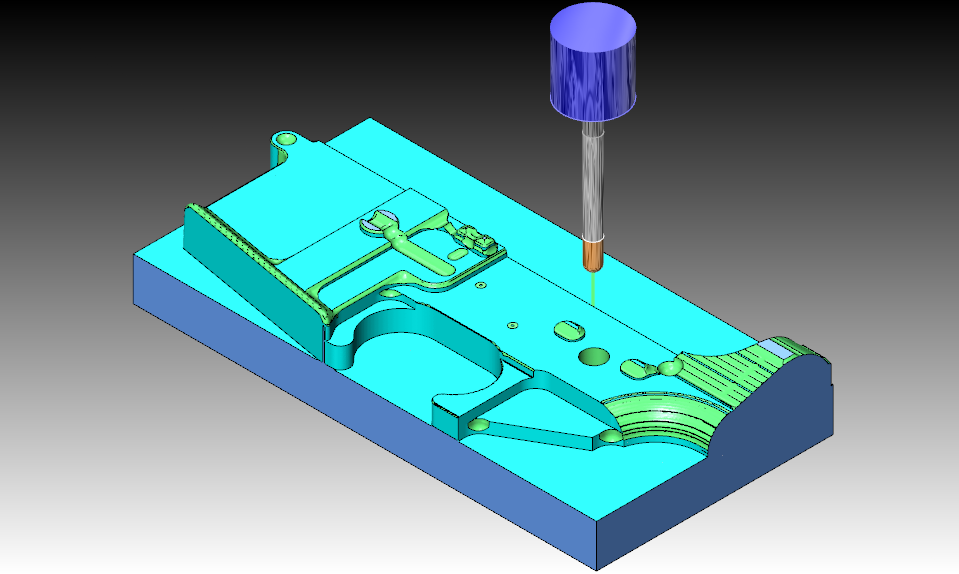
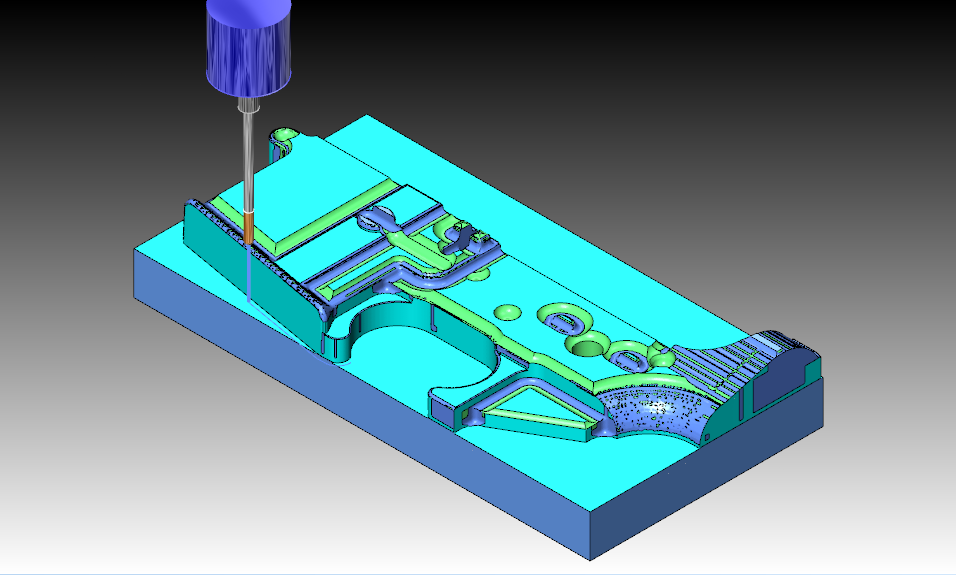 In this example I used 3 different tools and 2 different cutting options: Z level rough and Z level finish. When looking at the part, you can see a lot of left over material on the on flat surfaces.
In this example I used 3 different tools and 2 different cutting options: Z level rough and Z level finish. When looking at the part, you can see a lot of left over material on the on flat surfaces.
The methods for machining those areas becomes more clear in this video:
Using the standard Z level rough, the tool path that is generated is based on a depth of cut (DOC) for every increment of the DOC tool path is generated. If the flat areas of your parts are not an increment of the DOC, there will be stock left over. This is one of the draw backs when using our standard Z level rough.
In many cases after you have roughed the part out, you would do a finish pass using something like a planar tool path. Using this option, the tool would cut back and forth over the model, cleaning up stock and leaving a good finish. That’s great for shops that might be creating patterns or working with wood, but for a mold shop, or in this example machining an AR15 lower, is it not the ideal cutting method.
 In this example we are cutting the same part, but using the Pro toolpath Advance Rough. This roughing toolpath is awesome and loaded with many options that are designed for shops that do a lot of 3D cutting.
In this example we are cutting the same part, but using the Pro toolpath Advance Rough. This roughing toolpath is awesome and loaded with many options that are designed for shops that do a lot of 3D cutting.
The first thing you’ll notice is a much cleaner cut at this stage. Less material is left over and the part looks better. The real magic is in the flow of the tool path. Using advance rough will reduce or eliminate unnecessary cutting movements. It automatically works from the stock boundary in.
There are many options in the Advance Rough, one of which is flat lands – checking this forces the software to look for flat areas of the part and machine them.